")
")
Kurzzeithubzündung
-
Blaswirkung
Blaswirkung ist die einseitige Ausprägung einer Schweißnaht am Bolzen. Zum erreichen eines tragenden Schweißgefüges sollte Blaswirkung in jedem Fall vermieden werden.

Blaswirkung wird begünstigt durch lange Schweißzeiten und große Bolzen und tritt durch verschiedene Faktoren ein
Im Folgenden finden Sie auftretende Blaswirkungsarten und wie Sie allgemein Vermieden werden können. Dies dient jedoch nur zur groben Übersicht, um grobe fahrlässige Schweißfehler zu vermeiden und ersetzt in keinem Fall eine Schulung im Themengebiet des Bolzenschweissen, bei denen tiefer auf die Thematik eingegangen wird. Auf Anfrage bieten wir Ihnen solche Schulungen rund ums Bolzenschweißen und über unsere Produkte an. In einer entsprechenden Schulung zur Blaswirkung würden wir Ihnen direkt an ihrem Werkstück beibringen, wie Sie Blaswirkung bestmöglichst vermeiden können. Somit können Sie direkt in der Praxis lernen, ideale Schweißergebnisse für Ihren Anwendungsbereich zu erziehlen.
Weiterhin ist unsere gesammte Bolzenschweißtechnik und insbesondere unsere Automationen und Automationskomponenten, durch jahrelange Erfahrung und Praxiserprobung, auf Blaswirkung optimiert.
-
Bolzenschweißgeräte
Willkommen bei Ihrem Partner für zuverlässige Bolzenschweißgeräte in Industriequalität
Wenn Sie auf der Suche nach einem passenden Bolzenschweißgerät für Ihre Fertigung sind, dann sollten Sie sich unbedingt von uns beraten lassen, damit wir für Sie das Optimum für Ihre Produktionermitteln können.
Grundsätzlich sollten Sie sich erstb einmal über folgende Punkte Gedanken machen.
- Wie kaufe ich ein Bolzenschweißgerät?
Natürlich am besten direkt beim Hersteller. Wir können Sie über die Möglichkeiten beraten, damit Sie einen optimalen Nutzen erzielen. Das Gerät können Sie dann bequem telefonisch bestellen, oder Sie schicken uns eine Email unter info(at)bolzenschweissen.de Benutzen Sie auch gerne unser Kontaktformular auf unserer Kontaktseite - Was kaufe ich für ein Bolzenschweißgerät?
Das Gerät sollte natürlich zu Ihren Bedürfnissen passen. Sie erhalten durch uns nicht nur eine umfassende Beratung, sondern haben auch eine Langzeitgarantie für Ersatzteile, und einen verlässlichen Servicepartner im Schadensfall. Dies ist leider bei imoprtierter Internetware nicht immer der Fall. - Was mus ich für eine Beratung zu einem Bolzenschweißgerät bereithalten?
Optimaler Weise beschreiben Sie uns Ihr Produkt, daß Sie erstellen möchten. Zu den Hauptparametern gehören:
Schweißbolzendurchmesser
Schweißbolzenmaterial
Grundmaterial
Blechdicke
Art der Positionierung
Taktzahl
Zugänglichkeit - Was kann mein Bolzenschweißgerät Schweißen?
Je nach Gerätetyp können unterschiedliche Schweißbolzen verarbeitetet werden. Hier finden Sie eine Übersicht der Standardelemente. - Kann ich mein Bolzenschweißgerät auch automatisieren?
Ja, besuchen Sie unsere Automatisierungsseite. Sie können eine Pistole mit automatischer Zuführung, oder eine Vollautomatische verkettete Bolzenschweißmaschine wählen. - Kann ich auch ein Bolzenschweißgerät mieten?
Ja, wir haben einen umfangreichen Mietpark an Bolzenschweißgeräten. Dies können Sie Tageweise, Wochenweise, oder zur Langzeitmiete übernehmen.
Des weiteren sind Mietkauf, oder spätere Mietübernahmen möglich, wenn Sie sich von den Vorteilen des Bolzenschweißens überzeugt haben. Hier gehts zu weiteren Infos.
- Wie kaufe ich ein Bolzenschweißgerät?
-
CNC Bolzenschweissen mit Kamerasystem



AS Schweißautomation im Wechselbetrieb mit automatischer Kamerapositionierung
Diese neue Generation an Bolzenschweißanlagen läutet ein neues Zeitalter des automatisierten Bolzenschweißens ein. Ab sofort sind Werkstückanschläge und Massespanner nicht mehr nötig. Einfach das Werkstück irgendwo in den Arbeitsbereich legen, Start drücken und schon läuft der Schweißprozess voll automatisch ab. Somit werden bei Produktionen mit hoher Produktvielfalt die Rüstzeiten auf das Minimalste reduziert.
Bei dieser Anlage funktioniert die Positionserkennung über Kreise die durch einen Laser im vorgelagerten Arbeitsschritt aufgebracht werden. Das verbaute Kamerasystem erkennt diese Kreise und Positioniert die Anlage passend, sodass die Schweißbolzen an die richtigen Stellen gesetzt werden.
Ein weiterer Vorteil dieses Systems ist, dass sich der Programmieraufwand auf ein Minimum reduziert. Je Kopf stehen zwei Fahrprogramme zur Verfügung bei denen lediglich die Länge der aktuell verwendeten Bolzen angegeben werden muss.
Die Anlage verfügt über zwei Arbeitsbereiche mit den Abmaßen 500x500mm. Diese können im wechsel oder im Einzelbetrieb betrieben werden.
Die Anlage verfügt über zwei Schweißköpfe des Modells AS Ak1. Hierdurch ist es möglich, ohne Umrüstzeiten zwei verschiedene Bolzensorten auf ein Werkstück zu verschweißen. In diesem Fall werden Bolzen im Durchmesser M8 und M6 verarbeitet. Die Bolzenlänge variiert zwischen 45mm und 80mm. Durch die Verbaute Z Achse können diese verschiedenen Längen ohne Umrüstung auf einem Kopf gefahren werden.
Verbaut sind zwei AS 2210 CNC Schweißgeräte. Dank dieser Geräte sind hochwertige Schweißergebnisse erzielbar. Das AS 2210 ist mit einem Schweißinverter ausgestattet, welcher über eine Konstantstromcharakteristik verfügt. Somit kann der eingestellte Strom während der Schweißung konstant gehalten werden.
Die Bolzenzuführung geschieht komplett automatisiert und überwacht, über ein Sonderzuführsystem basierend auf dem komplett digitalem System VBZ 5100. Einfach die Bolzen aus der Tüte direkt in das Vereinzelungssystem geben und schon werden die Bolzen voll automatisch vereinzelt und anschließend passend im Prozess zum Schweißkopf zugeführt. Alternativ können Sonderbolzen über einen manuellen Handeinwurf zugeführt werden.
Die Anlage kann über das HMI im Automatikmodus und im manuellen Modus betrieben werden. Das HMI kann hierbei über den Touchbildschirm oder über Maus und Tastertur bedient werden.
Da diese Anlage ein Pilotprojekt ist, sind weitere Erweiterungen denkbar. So z.B die Erkennung der kompletten Werkstückpositionen und Positionierung, sowie Werkzeugauswahl, nach Zeichnungsdaten (Dxf/ Step).
Aufgrund von Kundenanforderung wird bei dieser Anlage das Bolzenschweißverfahren Kurzzeitbolzenschweißen ohne Schutzgas angewendet. Durch die Anwedung von Schutzgas können optisch hochwertigere Schweißergebnisser erziehlt werden. Auf dieser Anlage werden 5mm Edelstahlwerkstücke mit Edelstahlbolzen verarbeitet


-
Home
-
HomeEN
-
Hubzündungs-Bolzenschweissen im Kurzzeitverfahren
Das Kurzzeitschweißen wird für Bolzendurchmesser von 3-10mm eingesetzt. Es hat den besonderen Vorteil, dass sich durch den kurzzeitigen, flachen Einbrand, im Vergleich zu den anderen Hubzündungsverfahren, auch dünnere Bleche verschweißen lassen (1/8 x D). Die Schweißzeit beträgt 5 bis 100 ms bei einem Strom von bis zu 1900 A.
Es zeichnet sich durch seine gute Automatisierbarkeit aus und lässt sich auch mit dem Schutzgasschweißen kombinieren.
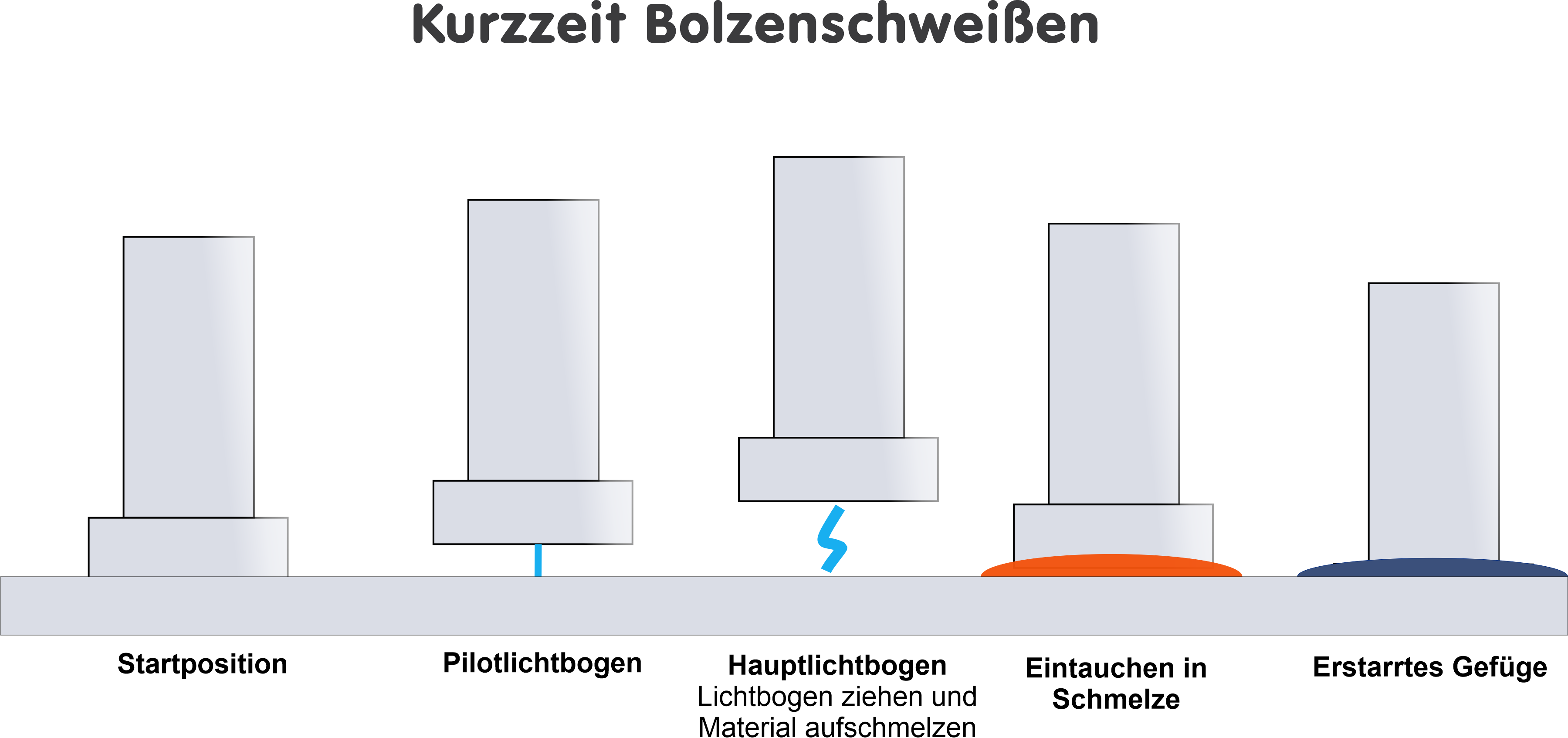
Das Kurzzeitverfahren läuft wie folgt ab:
Zu Beginn sitzt der Bolzen auf dem Werkstück und wird von diesem abgehoben. Hierbei wird zuerst mit geringem Strom ein Pilotlichtbogen erzeugt. Nach einer kurzen " Haltezeit " wird dann der Hauptlichtbogen, der die Materialien erst richtig aufschmelzt, gezündet.
Während des ganzen Schweißprozesses wird somit der Bolzen in der eingestellten Schweißzeit, welche beim Kurzzeitschweißen wesentlich kürzer ausfällt als beim Keramikringschweissen, vom Werkstück abgehoben und später wieder in die Schmelze des Werkstücks getaucht. Hierbei verbindet sich der Bolzen mit dem Werkstück .
Am Ende bleibt der fest verschweißte Bolzen. In der hier dargestellten Grafik können Sie den Schweißprozess schematisch dargestellt nachvollziehen.
-
Hubzündungsverfahren
Große Bolzen und hoch qualitative Schweißungen,
dadurch überzeugen die Verfahren der Hubzündung
- Anwendungsbereich:
- Das Verfahren der Hubzündung ist für Bolzen von 2mm bis zu 25mm geeignet.
- Es können die verschiedenartigsten Bolzenformen verschweißt werden.
- Dabei sind vor allem Gewindebolzen, Stifte, Isolierstifte, Bajonettstifte, Innengewindebuchsen, Betonanker und Flachanker aus den Werkstoffen ST37, 15Mo3, 1.4301, 1.4713/42/62, 1.4841 möglich.
- Verfahrensarten:
In der Hubzündung unterscheidet man zwischen den 3 wesentlichen Schweißverfahren. Bolzenschweißen im Kurrzeitverfahren, im Hubzündungsverfahren mit Keramikring und im Hubzündungsverfahren mit Schutzgas. Im Folgenden finden Sie die 3 Verfahren näher erläutert, wie auch Anwendungsstärken und technische Details.
-
studwelder
Welcome to your partner for reliable industrial-quality stud welding equipment.
If you are looking for a suitable stud welding unit for your production, then you should definitely let us advise you so that we can find the best studwelding device for your application.
Before buying, you should think about the following points.
How I can buy a stud welding unit?
Of course, it is best to buy directly from the manufacturer. We can advise you on the options of studwelding so that you get the best results. The studwelding equipment you choose for your application, you can then conveniently order by phone, or you can send us an email at info(at)bolzenschweissen.de .You can also feel free to use our contact form on our contact page
What kind of studwelding unit should I buy ?
The device should of course fit your desires. You will receive comprehensive advice from us, and you will also have a long-term guarantee for spare parts, and a reliable service partner in case of damage. Unfortunately, this is not always the case with imported internet goods.
What do I need to know before a consultation on a stud welder?
In the best case you discribe your product in detail, so that we can find the right studweldingsystem for your application. The main parameters include:
Weld stud diameter
Weld stud material
Base material
sheet thickness
Type of positioning
Number of cycles
AccessibilityWhat can my stud welder weld?
Depending on the type of unit, different welding studs can be processed.Here you will find an overview of the standard elements.
Can I also automate my stud welder?
Yes, visit our automation page. You can choose a gun with automatic feeding, or a fully automatic interlinked stud welding machine.
Can I also rent a stud welder?
Yes, we have an extensive rental fleet of stud welding equipment. You can rent them by the day, by the week, or for long-term.
Furthermore, later rental takeovers are possible when you have convinced yourself of the advantages of our stud welder.
-
welding procedures
Variant weldtime
tw [ms]diameter[mm] current
I [A]protection minimum
thiscknessmaterials 1-4 1-8 (10) to 10.000A without min 0,5 mm mild steel
stainless steel
brass, aluminum
titaniumTip ignition capacitor discharge
gap ignition1-2 1-8 to 10.000A without min 0,5 mm mild steel
stainless steel
brass, aluminum
titaniumDrawn arc studwelding
with ceramic ferulle>100 3 - 25 300-3000 ceramic
ferulle1/4 d, but min. 1 mm mild steel
stainless steel
brass,Drawn arc studweldinmg
with shielding gas>100 3 - 16 300-3000 shielding
gas1/8 d but min. 1 mm mild steel
stainless steel
brass, aluminumDrawn arc studwelding
short cycle<100 3-12 to 1600A with/without
shielding
gas1/8 d, but min. 0,6 mm mild steel
stainless steel
brass. -
Wiki Bolzenschweißen
- Wo wird das Bolzenschweißen angewandt?

- Welche Materialien werden eingesetzt?
Heutzutage wir das Bolzenschweißen hauptsächlich auf:
Stahl, Baustahl, Hochfeste Baustähle, rostfreier Stahl (V2a) austenitisch und ferritisch, Aluminium, Messing, Kupfer, Titan
eingesetzt. Sebst Schwarz -Weiß verbindungen sind je nach Unterverfahren möglich.
- Welche Bolzenschweißverfahren gibt es?
Grundsätzlich wird das Bolzenschweißen in zwei Verfahrensbereiche unterteilt. Spitzenzündung und Hubzündung. Der grundlegende Unterscheid der beiden Verfahren liegt darin, dass bei der Spitzenzündung sich der Lichtbogen mit einem wesentich hören Schweißstrom und einer kurzen Zeit über die Zündspitze der Bolzen bildet und bei der Hubzündung der Bolzen unter einem Pilotlichtbogen auf Lichtbogenlänge gehoben wird, und dann nach der Schweißzeit in die Schmelze eintaucht.
Nähre Infos zu den Verfahren finden Sie unter den folgenden Links und in der zugehörigen Tabelle. - Wie effizient ist Bolzenschweißen?
Mit AS Bolzenschweißgeräten erhalten Sie Schweißgeräte, welche bereits heute mit einem Minimum an Energie auskommen. Da die Energie nur in einem Bruchteil einer Sekunde eingesetzt wird, haben Sie mit der Bolzenschweißtechnik bereits heute ein Befestigungsverfahren welches im Vergleich zu anderen Schweißverfahren (Elektrode, MAG, WIG) einen Bruchteil der Energie benötigt. Der Grundwerkstoff wird im Vergleich wesentlich weniger thermisch belastet. Die Verordnung (EU) 2019/1784der Kommission vom 1. Oktober 2019 zur Festlegung von Anforderungen an die umweltgerechte Gestaltung von Schweißgeräten gemäß der Richtlinie 2009/125/EG des Europäischen Parlaments und des Rates, gilt daher Gemäß Artikel 1 Absatz 3 der Verordung nicht für Bolzenschweißgeräte.
-
Wiki studwelding
- Where is stud welding applied?
- Wich materials are used?
Today, stud welding is mainly used with: steel, structural steel, high-strength structural steel, stainless steel (V2a), austenitic and ferritic, aluminum, brass, copper, titanium.
Even black - white connections are possible depending on the studwelding process.
- Which welding processes exist?
Stud welding is divided in two main processes. CD-studwelding und Arc studwelding. The basic difference between the two procedures is that in tip ignition procedure (CD), the arc is formed over the ignition tip of the studs with a substantially hear welding current and a short time. In the drawn arc procedure (Arc), the stud is lifted to arc length under a pilot arc, and then dips into the molten metal after the welding time has elapsed.
For more information on the processes, see the following links and the associated table. - How efficient is Stud Welding?
With AS stud welders you get welders which already today get along with a minimum of energy use. Because energy is only used in a fraction of a second, stud welding technology is already a process that requires a fraction of the energy compared to other welding processes (electrode, MAG, TIG). The base material is less thermally stressed in comparison to other welding procedures.
The Commission Regulation (EU) 2019/1784 of October 1, 2019, laying down ecodesign requirements for welding equipment pursuant to Directive 2009/125/EG of the European Parliament and of the Council. Therefore this does not apply to stud welding equipment in accordance with Article 1(3) of the Regulation.
