")
")






Das Kurzzeitschweißen wird für Bolzendurchmesser von 3-10mm eingesetzt. Es hat den besonderen Vorteil, dass sich durch den kurzzeitigen, flachen Einbrand, im Vergleich zu den anderen Hubzündungsverfahren, auch dünnere Bleche verschweißen lassen (1/8 x D). Die Schweißzeit beträgt 5 bis 100 ms bei einem Strom von bis zu 1900 A.
Es zeichnet sich durch seine gute Automatisierbarkeit aus und lässt sich auch mit dem Schutzgasschweißen kombinieren.
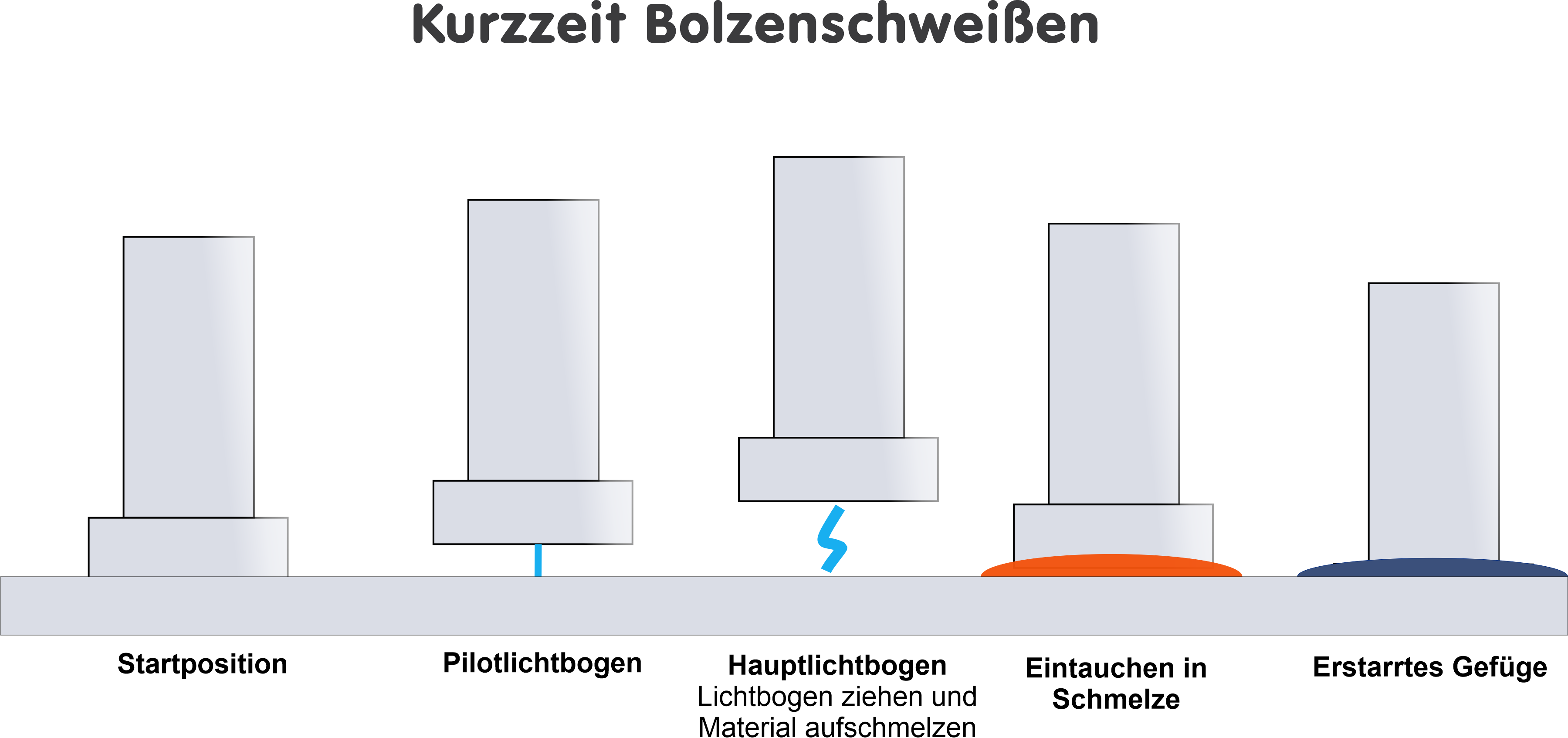
Das Kurzzeitverfahren läuft wie folgt ab:
Zu Beginn sitzt der Bolzen auf dem Werkstück und wird von diesem abgehoben. Hierbei wird zuerst mit geringem Strom ein Pilotlichtbogen erzeugt. Nach einer kurzen " Haltezeit " wird dann der Hauptlichtbogen, der die Materialien erst richtig aufschmelzt, gezündet.
Während des ganzen Schweißprozesses wird somit der Bolzen in der eingestellten Schweißzeit, welche beim Kurzzeitschweißen wesentlich kürzer ausfällt als beim Keramikringschweissen, vom Werkstück abgehoben und später wieder in die Schmelze des Werkstücks getaucht. Hierbei verbindet sich der Bolzen mit dem Werkstück .
Am Ende bleibt der fest verschweißte Bolzen. In der hier dargestellten Grafik können Sie den Schweißprozess schematisch dargestellt nachvollziehen.