")
")




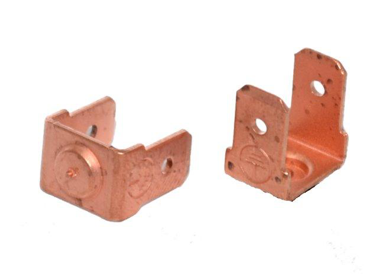
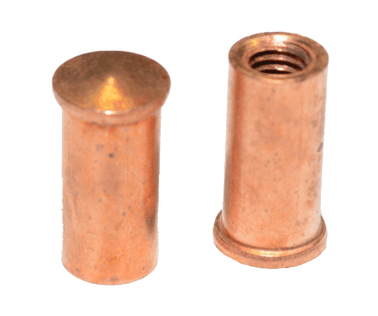
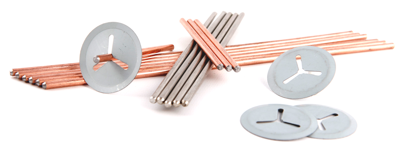
Schweißbolzen bieten verschiedene Befestigungsmöglichkeiten auf schweißbaren Werkstoffen. Schweißbolzen haben den Vorteil das sie eine stabile und versteckte Befestigungsmöglichkeit bereitstellen können. Die Arten und Anwendungszwecke sind extrem vielfältig, sodass so gut wie jeder Kundenwunsch bedient werden kann. Unser Sortiment reicht vom einfachen Gewindebolzen, über Innengewindebuchsen, Flachstecker bis hin zu Sonderanwendungen wie schweißbaren Kugeln.