")
")






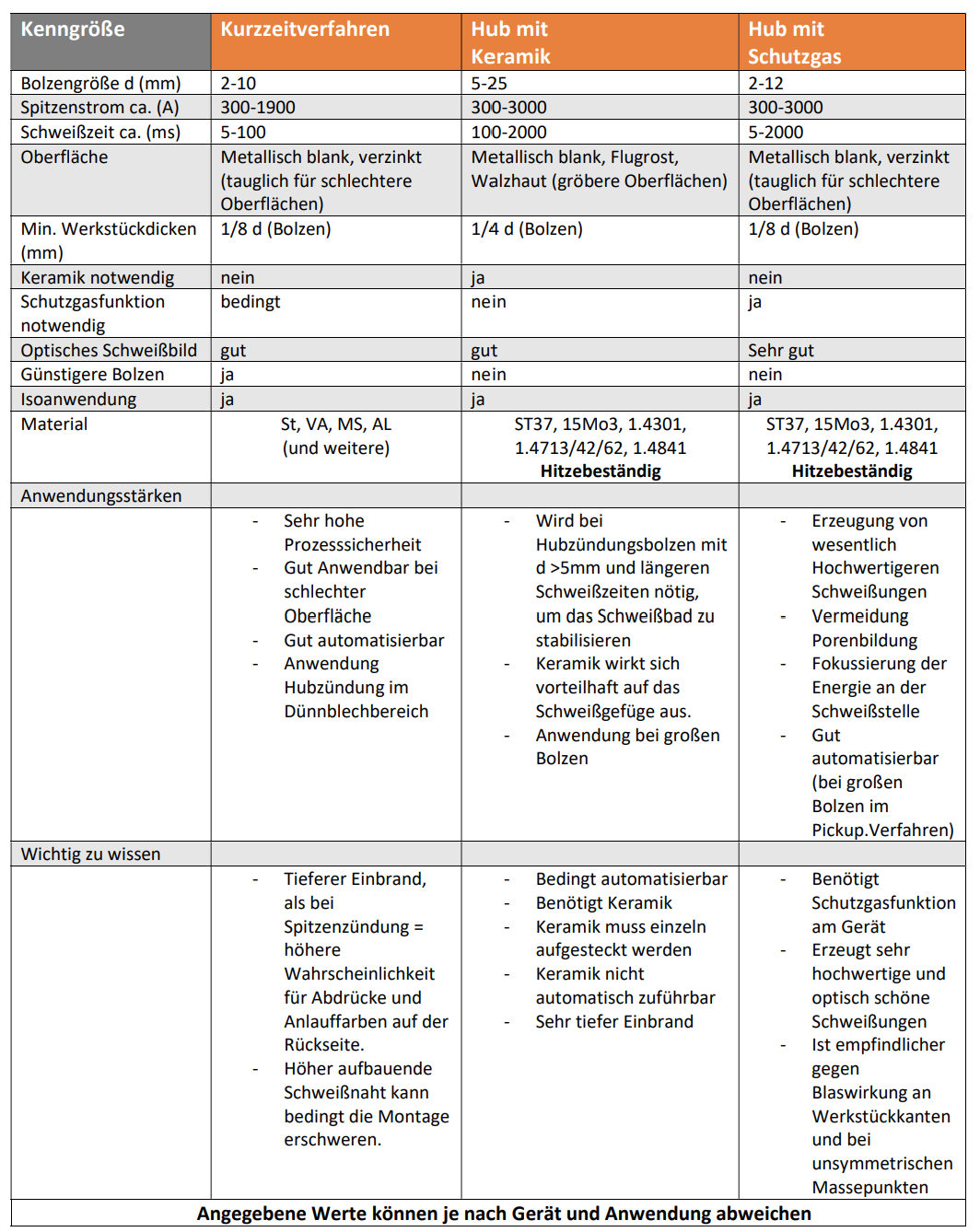
Große Bolzen und hoch qualitative Schweißungen,
dadurch überzeugen die Verfahren der Hubzündung
- Anwendungsbereich:
- Das Verfahren der Hubzündung ist für Bolzen von 2mm bis zu 25mm geeignet.
- Es können die verschiedenartigsten Bolzenformen verschweißt werden.
- Dabei sind vor allem Gewindebolzen, Stifte, Isolierstifte, Bajonettstifte, Innengewindebuchsen, Betonanker und Flachanker aus den Werkstoffen ST37, 15Mo3, 1.4301, 1.4713/42/62, 1.4841 möglich.
- Verfahrensarten:
In der Hubzündung unterscheidet man zwischen den 3 wesentlichen Schweißverfahren. Bolzenschweißen im Kurrzeitverfahren, im Hubzündungsverfahren mit Keramikring und im Hubzündungsverfahren mit Schutzgas. Im Folgenden finden Sie die 3 Verfahren näher erläutert, wie auch Anwendungsstärken und technische Details.