")
")
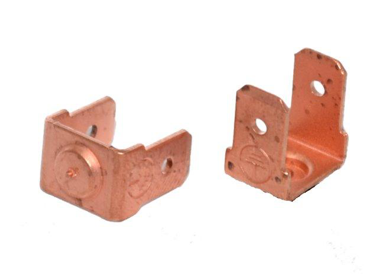
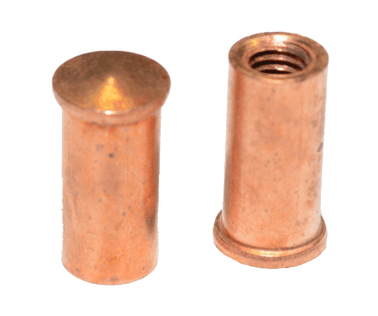
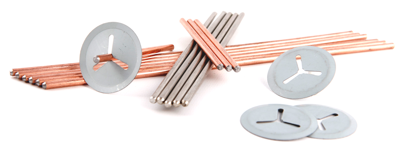
Weld studs provide various mounting options on weldable materials.
They offer the advantage of creating strong and often hidden fastening points without damaging the visible surface.
The range of types and applications is extremely diverse, allowing us to meet almost any customer requirement.
Our product range includes simple threaded studs, internal thread studs, flat plug studs and special applications such as weldable balls.