")
")
1.3 surface according to DIN EN ISO 13918:2008
1.7 assambly tightening torques for threaded studs
1.8 strength of weld stud connections
Technical information
ARNHOLD welding studs are manufactured on modern machines using the cold heading process to ensure the highest product quality. All welding studs are subject to continuous quality control to guarantee optimum welding results.
1.1 Materials
Unless otherwise specified, materials comply with the standard DIN EN ISO 13918 – "Studs and ceramic ferrules for arc stud welding".
- Steel
strength class 4.8 (suitable for welding) ISO 891-1, comparable to S235
ISO 891-1 Re ≥340N/mm² - Stainless steel A2-50
DIN EN ISO 3506-1
Strength Rm ≥500 N/mm² , Re≥210N/mm² - Stainless steel A5-50
DIN EN ISO 3506-1 - Aluminum AlMg3
Rm ≥ 100N/mm² - Brass CuZn37
Rm≥370N/mm² - other materials on request
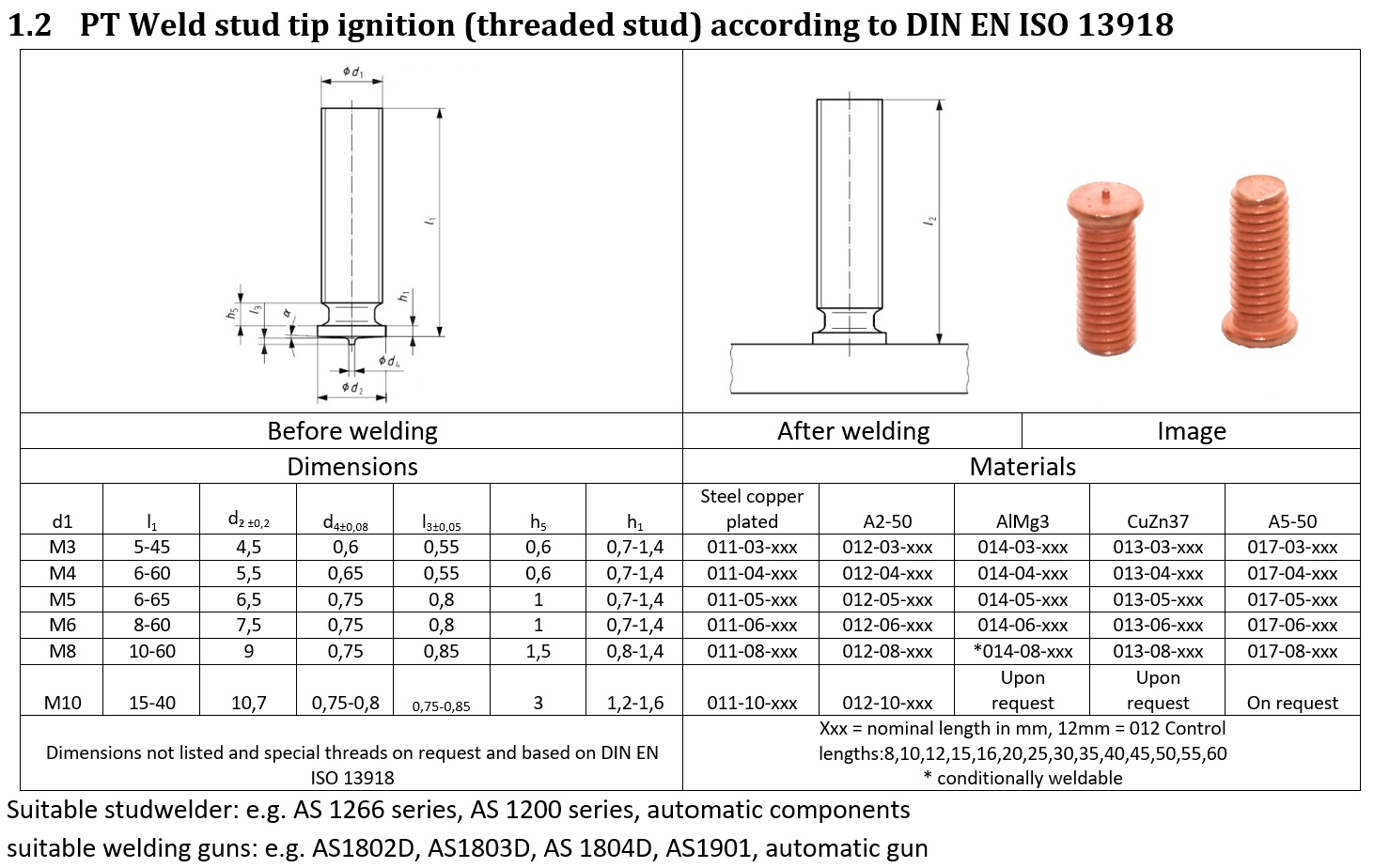
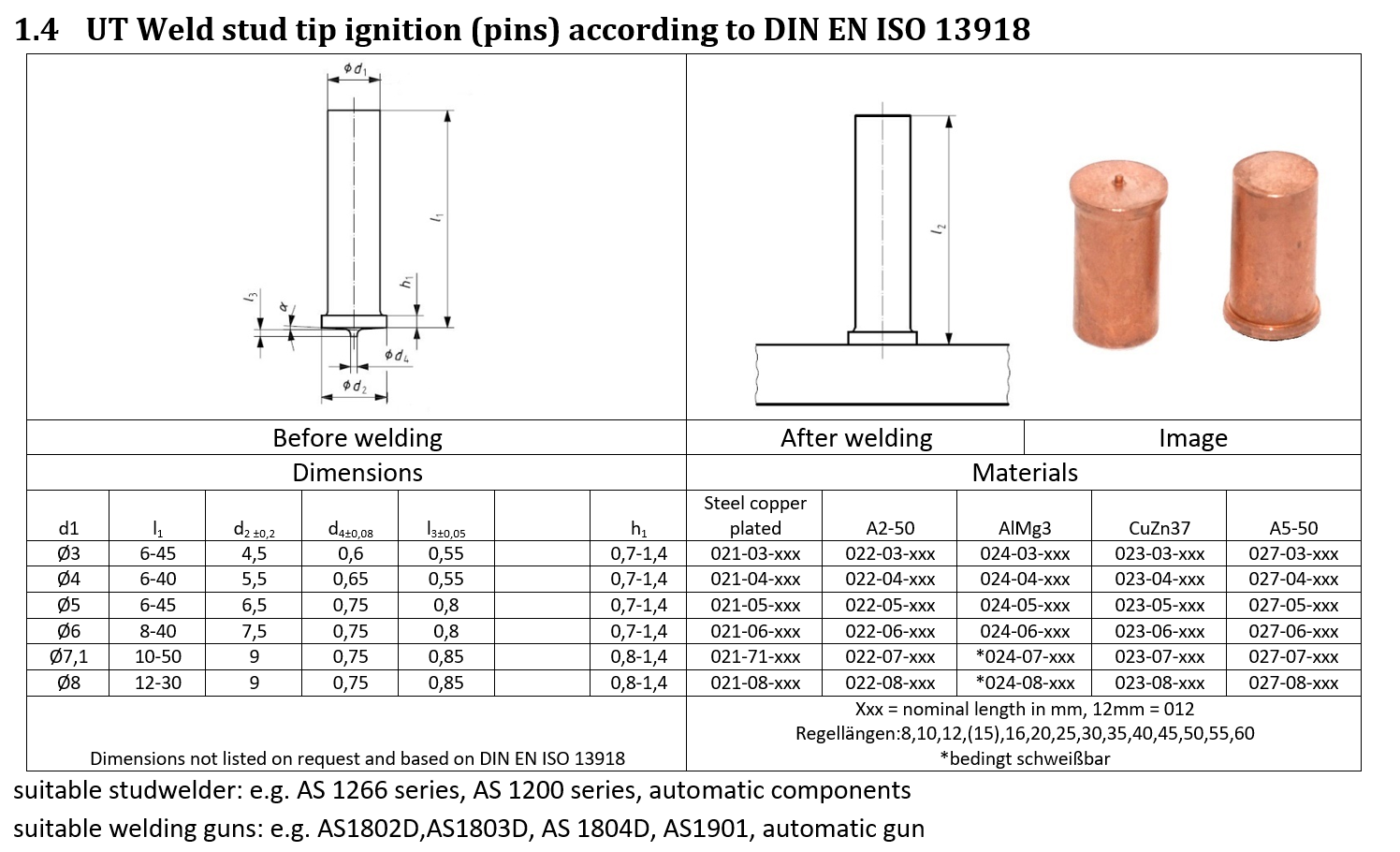
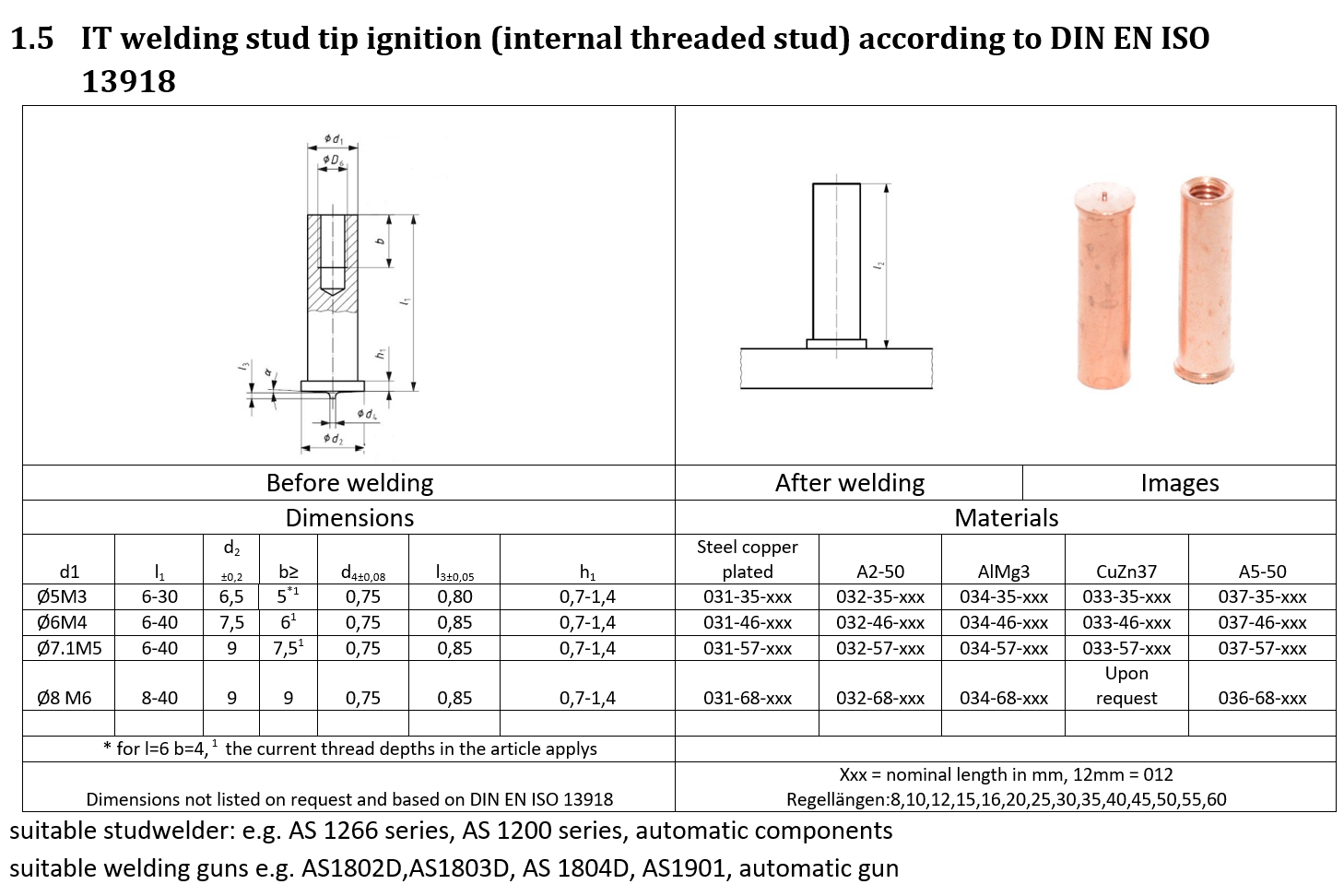
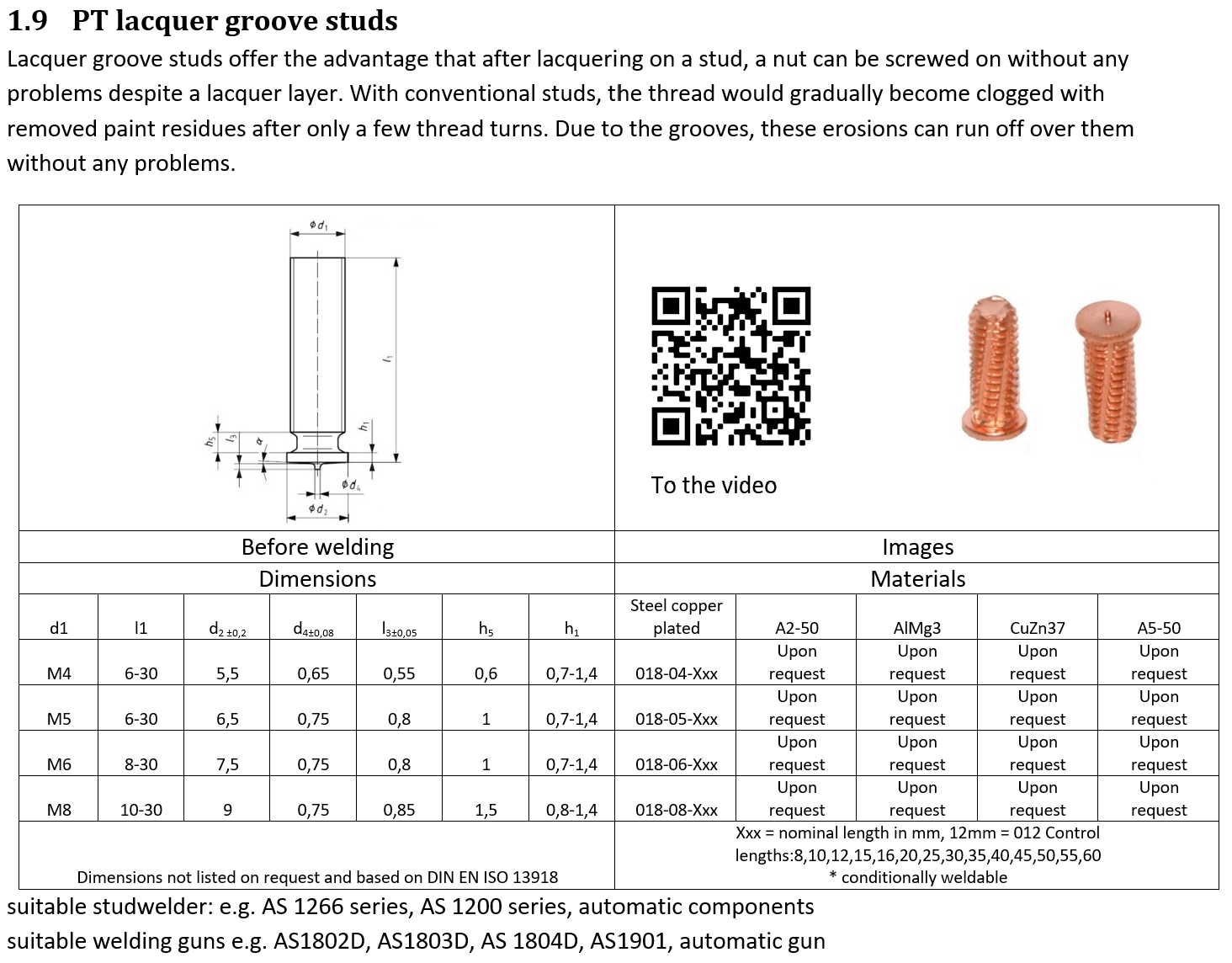
1.2 Dimensions
The dimensions [in mm] of the studs are specified in the respective tables. All standard welding studs comply with DIN EN ISO 13918:2008. Non-standard elements are manufactured in accordance with the standard. Special parts according to drawings are available on request.
The external threads are generally cold rolled and comply with tolerance class 6g. The resulting work hardening provides excellent tensile and pull-out strength in the threaded area.
1.3 Surface Finish (DIN EN ISO 13918:2008)
Steel studs are usually provided with a copper coating. Unless otherwise specified, this corresponds to C1E (4-8µm).
Galvanizing, tin plating, nickel plating and other surface finishes are available on request.
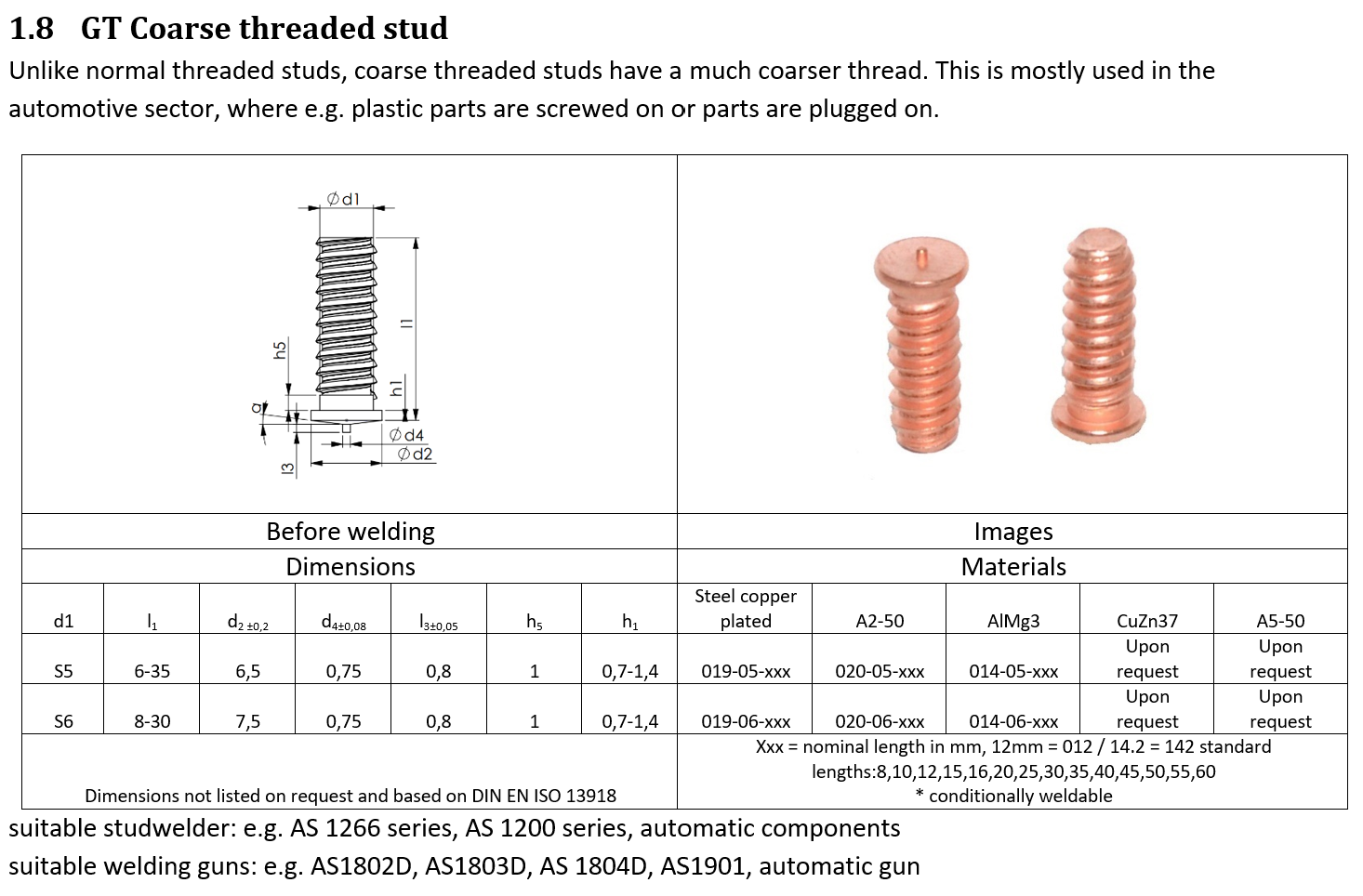
1.4 Stud Flange
The stud flange increases the welding area and provides favourable conditions for arc ignition. It also ensures optimum feedability. A certain out-of-roundness of the flange within the specified tolerances is process-related and normal.
For special applications with limited strength requirements, studs with mini flanges are also available. Please contact us for further information.
1.5 Ignition Tip
A precisely formed ignition tip is essential for a reliable welding process. The tolerances are very tight. For optimum welding results, each delivery batch should nevertheless be processed separately.
1.6 Use
Unless otherwise specified, the welding studs are supplied for use in a manual feeding systems.
Optically sorted products for highest quality requirements are available on request.
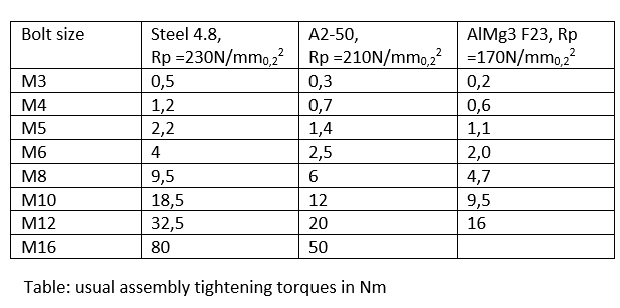
1.7 Tightening Torques for Threaded Studs
The following table peovides guideline values for the minimum tensile force and minimum tightening torque of a welded connection without permanent deformation of the joined components. A sufficient wall thickness of the components is required.
The values apply to threaded studs with standard metric threads, without surface coating and without thread lubrication. The stress cross-section must be present over the entire stud length (no RD studs).
The values apply to the specified yield strengths.
Theses values represent recommended giudeline values under stated conditions and must be adapted to the actual application.
1.8 Strengths of Weld Stud Connections
As a general rule, when welding is carried out correctly, it is assumed that the connection will not fail in the weld area. Consequently, deformation or fracture normally occurs in the stud or in the base material.
Exceptions may occur with weld studs featuring a reduced welding area (e.g. mini-flange studs), or unsuitable material combinations, such as dissimilar metal joints. These cases must be considered seperatly.
If in doubt, the quality of these connections must be verified by means of a welding procedure qualification test.
The resulting load limit for calculation purposes is determined by the properties of the base material or the stud material and the applied forces. The decisive factor for strength calculations is the stress in the stress cross-section together with the relevant material properties, taking into account an appropriate safety factor.